



Как показывает практика: Все разговоры о летних и зимних углах, необходимости изменения величины угла при пилении различных пород древесины ведутся при заточке пилы на обычных заточных станках...
Новости компании
До конца 2022 года компания «Плайтерра» запустит в Мордовии новое деревоперерабатывающее производство. Речь идет о заводе древесно-топливных гранул, стоимость которого оценивается в 1,2 млрд рублей.
«С вводом в эксплуатацию завода здесь будут перерабатывать до 150 тыс. куб. м древесины в год. Дополнительно здесь будет создано около сотни рабочих мест. Запуск производства намечен на конец 2022 года".
В качестве сырья предприятие будет использовать низкосортную древесину и древесные отходы. Ожидается, что древесно-топливные гранулы, выпускаемые заводом, будут реализовываться в российских регионах с низким уровнем газификации.
17-я Международная выставка «Машины, оборудование и технологии
для лесозаготовительной, деревообрабатывающей и мебельной промышленности»
Компания GASS официально объявила о смене названия теперь вся продукция будет выходить под брендом ASPI!
13.01.2010
О ПРОФИЛЯХ ЗУБА ЛЕНТОЧНЫХ ПИЛ
13.01.2010
когда узкий заточной камень последовательно проходит каждый зуб пилы. По различным причинам - в основном из-за неправильной подготовки заточного камня и люфтов станка, реальная величина переднего угла, при замере угломером, вместо заявленных 10° может иметь значения от 8° до12°, а иногда от 0° до 15°. Но, самое главное - разброс значений угла от среднего на разных зубьях обычно составляет ±1°- 2° . При таких разбросах в реальных значениях переднего угла, разговоры о зимних 9°, летних 12° или определенных значениях угла для различных пород древесины просто бессмысленны. Как любой инструмент пила всегда пилит хорошо только тогда, когда передний, задний углы и форма впадины на всех зубьях пилы одинаковы и его величины 10° передний угол и 30° задний угол является оптимальными для работы зимой и летом при распиле любой древесины.
Обращаем Ваше внимание - передний угол (сравните расшифровку профилей дисков и Рис.1) у всех производителей пил одинаков. Все они немного отличаются только величиной заднего угла, а также формой и глубиной впадины, что для пиления не имеет принципиального значения. Многие неверно говорят что профили отличаются высотой зуба, но измеряют высоту зуба все и всегда не возле передней кромки зуба, высота которой у всех производителей примерно одинакова, а по самой глубокой точке впадины, то есть фактически измеряют глубину впадины, а не высоту зуба. Поэтому, когда пила устанавливается для заточки в станок с профильным диском первый раз, ее зубья, сначала обязательно допрофилируются диском, то есть пила протачивается 2-4 круга. Таким образом Вы можете получить практически на любой пиле необходимый профиль. Все последующие заточки будут производиться за один круг.
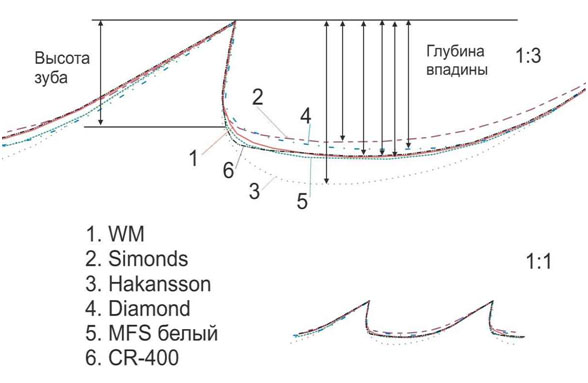
Рис.1
Реально сейчас существуют только три сильно отличающихся по форме и глубине впадины профиля зубьев пилы Рис.1
1. Универсальный профиль вудмайзеровский (WM) 10/30-6.5.
2. Более мелкий профиль Simonds 10/29-5.3.
3. Более глубокий профиль Hakansson 10/31-7.3 .
Добавить комментарий

